
为客户提供专业的钣金加工、通风管道加工工程
整体解决方案
全国服务热线:

联系人:张文俊
电 话:0551-64852997
手机:13965111189
邮 箱:
金彩汇网 址:xdqpol.com
金彩汇地 址:合肥市包河区包河工业园王卫社区第二项目聚集区内

蜀山设备外壳加工外表抛光有磨光、镜面、丝光、喷砂等效果,是应用机械或手工以研磨资料将不锈钢钣金加工外表磨光的办法。依据外表效果的不同,运用的工具和办法也不尽相同。磨光的工具是粘有磨料的砂布、砂纸、魔光轮、磨光带、砂轮等。磨光时,无数个磨料颗粒相当于无数硬度很高的刀刃,在不锈钢钣金加工外表停止切削加工,优质设备外壳加工从而到达平整的目的。镜面效果预抛光和精抛光,预抛光运用硬性或较硬的抛光轮对经过磨光的不锈钢钣金加工外表停止处置的过程,它能进来磨削外表较粗的痕迹。精抛光运用软性对预抛光外表作进一步的加工,设备外壳加工厂除去预抛光留下的痕迹,取得光亮镜面。
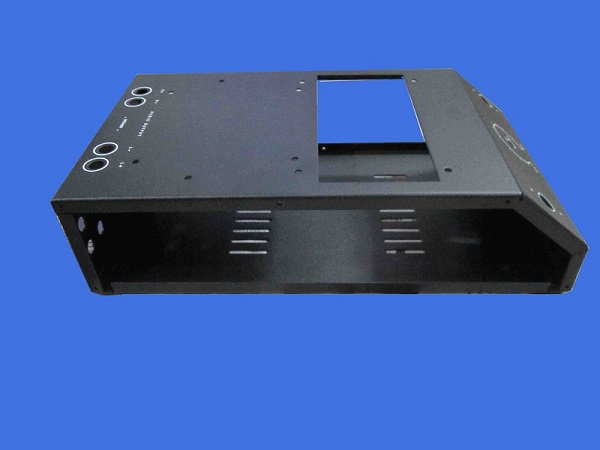
蜀山设备外壳加工钳工:沉孔、攻丝、扩孔、钻孔沉孔角度普通120℃,用于拉铆钉,90℃用于沉头螺钉,攻丝英制底孔。2.翻边:又叫抽孔、翻孔,就是在一个较小的基孔上抽成一个稍大的孔,工作台钣金加工再攻丝,主要用板厚比拟薄的钣金加工,增加其强度和螺纹圈数,防止滑牙,普通用于板厚比拟薄,其孔周正常的浅翻边,优质设备外壳加工厚度根本没有变化,允许有厚度的变薄30-40%时,可得到比正常翻边高度大高40-60%的高度,用挤薄50%时,可得大的翻边高度,当板厚较大时,如2.0、2.5等以上的板厚,便可直接攻丝。先进的数控、数折数剪等设备,设备外壳加工厂金彩汇具有一批专业的焊接员工,有着丰厚的消费不锈钢机柜经历,高质量的效劳保证。

在对材料进行钣金加工时,应该留意尽量下降能耗,虽然关于一项操作任务来说,下降资料的投入量关于本钱的回收没有太大的影响,所以关于长时间很多的加工量,如果能够将缩短投入和损耗作为主要意图,就可认为厂家减少更多开支,为厂家带来更多经济效益。进行钣金加工期间,想要达到下降投入的意图,就需求工作人员严格遵循生产标准来完结工作流程,优质设备外壳加工在每次进行加工之前,需求先对资料的应用状况进行审核,蜀山设备外壳加工厂没有经过批阅时不能够随意进行加工。很多加工行业所发生的浪费是因为在加工之前没有确定好资料,所以工作人员一定要先明确加工资料的种类,并检查好资料的规格型号,做好前期准备工作能够防止在加工期间出现失误,也能够下降废件量,工作人员平常在进行加工时应该留意以上这些问题。

蜀山设备外壳加工很多工作行业都需求停止钣金加工操作,这项工作所包含的内容比拟多,例如包含了冲裁和资料折弯成型等加工流程,在停止这些加工程序的过程中操作人员务必要留意参数能否精确,以及应用办法能否到达规范请求,目前工作场所关于资料的加工质量也给予了高度注重,所以在停止这项加工操作的过程中还应该留意技术技巧学问的运用状况,优质设备外壳加工这样才契合行业开展需求,对该项加工工作的留意事项给大家停止一下简单的引见。在对资料停止钣金加工时,应该留意尽量降低能耗,固然对一项操作任务来说,降低资料的投入量关于本钱的回收没有太大的影响,关于长期大量的加工量,假如能够将缩短投入和损耗作为主要目的,设备外壳加工厂就能够为厂家减少更多开支,为厂家带来更多经济效益。
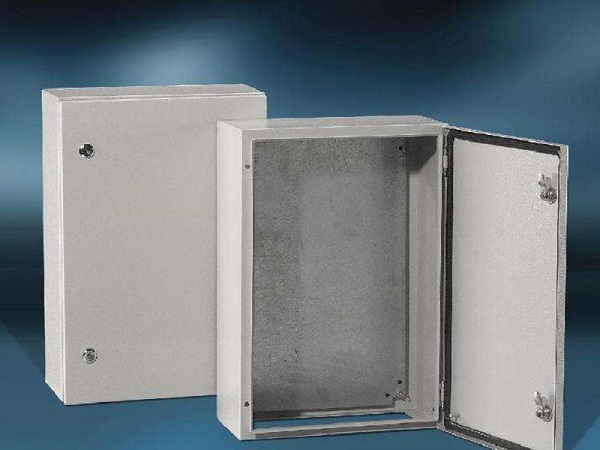
蜀山设备外壳加工在钣金加工过程中按钣金件的根本加工方式,如下料、折弯、拉伸、成型、焊接。依据加工方式的不同下料,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工办法的不同,下料的加工工艺性也有所不同。钣金下料方式主要为数控和激光切割。激光切割优点是加工给板材厚度大,切割工件外形速度快,加工灵敏,优质设备外壳加工缺陷是无法加工成形,网孔件不宜用此方式加工,加工本钱高。焊接办法主要有电弧焊、电渣焊、气焊、等离子弧焊、凝结焊、压力焊、钎焊。钣金产品焊接主要为电弧焊、气焊。电弧焊具有灵敏、机动,适用性普遍,设备外壳加工厂可停止全位置焊接;一切设备简单、耐用性好、维护费用低等优点。





