
金彩汇为客户提供专业的钣金加工、通风管道加工工程
整体解决方案
全国服务热线:

联系人:张文俊
金彩汇电 话:0551-64852997
手机:13965111189
邮 箱:
网 址:xdqpol.com
地 址:合肥市包河区包河工业园王卫社区第二项目聚集区内

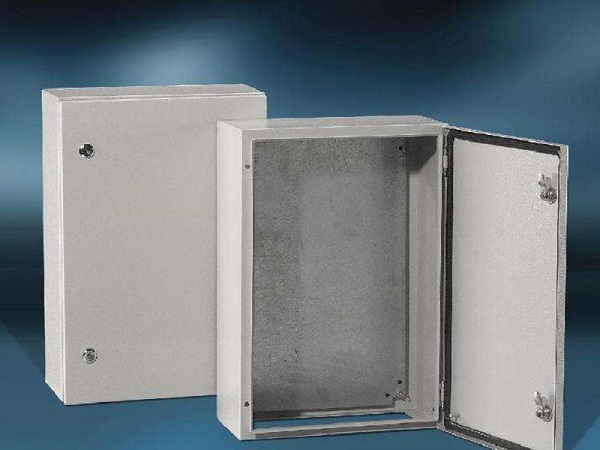
霍山电子机箱加工钣金加工不断以来都是金属制造行业中重要的组成局部。随着近年来我国经济的高速开展,我国钣金加工行业也蓬勃兴起,大型电子机箱加工与国外先进的钣金加工形式相比,由于我国的钣金加工起步较晚因而还存在着一定的技术缺陷。钣金加工自动化将会是将来钣金加工形式的主要趋向。由于钣金消费制造触及制造业的方方面面,不同企业之间采取的钣金加工形式也各不相同,与国外高度自动化和信息化的钣金加工形式相比,我国的钣金加工形式和技术仍然还很落后。据初步理解得知,目前西方兴旺国度的钣金加工形式主要采取的是闭环控制的自动化消费,这种自动化消费技术有利于整条消费线运转的维护,电子机箱加工厂家大大的进步了整条消费线的平安牢靠性,先进的信息管理技术更是增强了对钣金加工制造的管理。

霍山电子机箱加工很多工作行业都需求停止钣金加工操作,这项工作所包含的内容比拟多,例如包含了冲裁和资料折弯成型等加工流程,在停止这些加工程序的过程中操作人员务必要留意参数能否精确,以及应用办法能否到达规范请求,目前工作场所关于资料的加工质量也给予了高度注重,所以在停止这项加工操作的过程中还应该留意技术技巧学问的运用状况,大型电子机箱加工这样才契合行业开展需求,对该项加工工作的留意事项给大家停止一下简单的引见。在对资料停止钣金加工时,应该留意尽量降低能耗,固然对一项操作任务来说,降低资料的投入量关于本钱的回收没有太大的影响,关于长期大量的加工量,假如能够将缩短投入和损耗作为主要目的,电子机箱加工厂家就能够为厂家减少更多开支,为厂家带来更多经济效益。
1、角磨机:在该东西上能够根据需要装置千叶片或着不锈钢碗刷;装置千叶片能够进行焊接飞溅的打磨、外表磕碰划伤的打磨、焊缝余高的磨平及加工余高的打磨等作业; 装置不锈钢碗刷能够进行长大焊缝的打磨,电子机箱加工厂家主要作用是去除焊接区域的氧化皮。打磨焊缝外表不得有裂纹、焊瘤、烧穿、弧坑沙眼等缺点。2、直柄打磨机:在该东西上只能够装置专用的不锈钢碗刷;该东西只能进行长大焊缝的焊前打磨作业,与角磨机的主要区别在于该打磨机能够得到与长大焊缝共同的纹路。3、直磨机:在该东西上能够根据需要装置旋转锉、砂布轮等;大型电子机箱加工金彩汇装置锥头旋转锉能够进行焊缝接头的打磨、小空间内缺点的打磨、深度磕伤的过度打磨(1mm 以下深度)、狭隘空间的加工余高打磨、局部精密修磨等;装置砂布轮能够进行角磨机无法完结的小空间打磨抛光、圆角区域抛光到等。

首要,要通电,在控制面板上翻开开关,再发动油泵,当听到油泵改变的动态先不要有任何操作。 然后,行程调度,运用时有必要要注意到的。霍山电子机箱加工厂家在折弯作业前一定要经过检验。上模下行底部时有必要有一个板厚的空位,否则对模具机器形成损坏。行程的调度有电动快速调整。之后,折弯槽口的挑选,一般要挑选板厚8倍宽度的槽口。如折弯4mm的板料需求挑选32左右的槽口。终究,后挡料调整都是有电动快速调整和手动微调。 终一步,踩下脚踏开关开端折弯,大型电子机箱加工数控折弯机与数控剪板机不一样,可以随时松开,松开脚便停下,再踩持续下行。数控折弯机直接折弯,不需拼接,不需开槽,不需用焊条,它的折角表面漂亮不漏水,它将手工焊接改变成全自动的机器操作,提高了质量,提高了劳动效率,降低了劳动本钱,大缩短了产品的出产周期。

霍山电子机箱加工钳工:沉孔、攻丝、扩孔、钻孔沉孔角度普通120℃,用于拉铆钉,90℃用于沉头螺钉,攻丝英制底孔。2.翻边:又叫抽孔、翻孔,就是在一个较小的基孔上抽成一个稍大的孔,工作台钣金加工再攻丝,主要用板厚比拟薄的钣金加工,增加其强度和螺纹圈数,防止滑牙,普通用于板厚比拟薄,其孔周正常的浅翻边,大型电子机箱加工厚度根本没有变化,允许有厚度的变薄30-40%时,可得到比正常翻边高度大高40-60%的高度,用挤薄50%时,可得大的翻边高度,当板厚较大时,如2.0、2.5等以上的板厚,便可直接攻丝。先进的数控、数折数剪等设备,电子机箱加工厂家具有一批专业的焊接员工,有着丰厚的消费不锈钢机柜经历,高质量的效劳保证。





