
为客户提供专业的钣金加工、通风管道加工工程
整体解决方案
全国服务热线:

联系人:张文俊
金彩汇电 话:0551-64852997
手机:13965111189
邮 箱:
网 址:xdqpol.com
地 址:合肥市包河区包河工业园王卫社区第二项目聚集区内

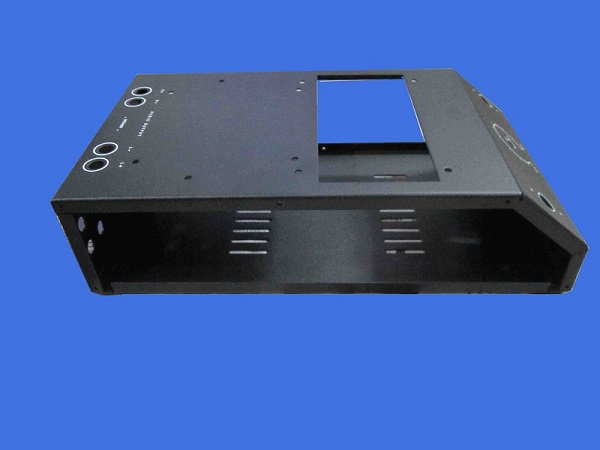
表面前处理后,进入喷涂工序,在工件要求装配后喷涂时,牙或部分导电孔需维护处理。维护处理牙孔可查入软胶棒或拧入螺钉,需导电维护的要用高温胶带贴上,大批量的做定位工装来定位维护,这样喷涂时不会喷到工件内部,在工件外表面能看到的螺母(翻边)孔处用螺钉维护,避免喷涂后工件螺母(翻边)孔处需要回牙。大型电子机箱加工厂家一些批量大的工件还用到工装维护;工件不装配喷涂时,不需要喷涂的区域用耐高温胶带和纸片挡住一些露在外面的螺母孔用螺钉或耐高温橡胶维护。电子机箱加工厂家如工件双面喷涂,用同样办法维护螺母(螺柱)孔;小工件用铅丝或曲别针等物品窜在一起后喷涂;一些工件表面要求高,在喷涂前要进行刮灰处理;一些工件在接地符处用专用耐高温贴纸维护。在进行喷涂时,先工件挂在流水线上,用气管吹去表面的粘上的尘埃。进入喷涂区喷涂,喷完后顺着流水线进入到烘干区,后从流水线上取下喷涂好的工件。

1、设计部分根据要求设计出钣金加工的零配件图片,并且以3D的方式逐个打开表现出来,方便加工部分加工,并充沛展现出钣金件 的详细结构。钣金加工厂家2、对所下发的零配件图片进么下料加工,下料的方式有很好,详细可分为:剪床下料、冲床下料、CNC数控下料等;3、压铆时要注意其方向,蚌埠电子机箱加工厂家可通过冲床或液压铆机来对钣金进行压铆。4、焊接要结实,焊接时要在焊接面打个凸点,使其焊接时能接触到平板外表,电子机箱加工厂家金彩汇焊接时要保证其焊接时刻以及压力等因素。5、钣金的成型加工:主要便是对钣金进行折弯、拉伸,折弯的加工次序主要是由内而外、由小到大、先折特殊情况再折一般形状的优先次序加工。 6、外表处理:最近根据客户的要求在钣金外表镀成一种保护膜,增加烤漆的附着力 通过激光切割机的自动化操作,使钣金加工技能得到更一步的改动,完成了无人化操作,即节省了人力本钱,又大大提高了出产效率,提高了出产数量,对钣金未来的开展,起着显著的效果。
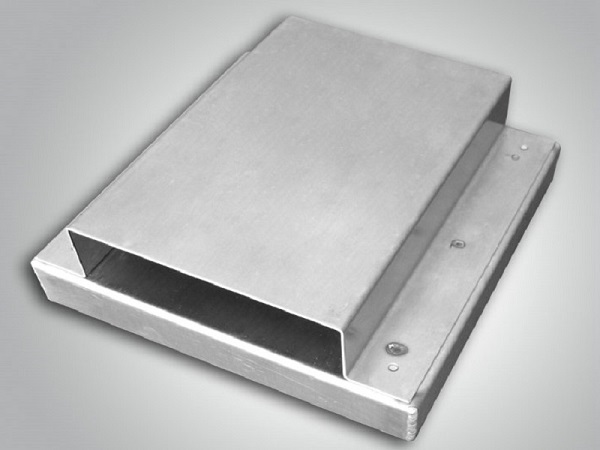
蚌埠电子机箱加工外表抛光有磨光、镜面、丝光、喷砂等效果,是应用机械或手工以研磨资料将不锈钢钣金加工外表磨光的办法。依据外表效果的不同,运用的工具和办法也不尽相同。磨光的工具是粘有磨料的砂布、砂纸、魔光轮、磨光带、砂轮等。磨光时,无数个磨料颗粒相当于无数硬度很高的刀刃,在不锈钢钣金加工外表停止切削加工,大型电子机箱加工从而到达平整的目的。镜面效果预抛光和精抛光,预抛光运用硬性或较硬的抛光轮对经过磨光的不锈钢钣金加工外表停止处置的过程,它能进来磨削外表较粗的痕迹。精抛光运用软性对预抛光外表作进一步的加工,电子机箱加工厂家除去预抛光留下的痕迹,取得光亮镜面。
蚌埠电子机箱加工如何降低钣金加工时的破损率?1.我们在选五金配件的型号、规格、机能要契合国度的规范和有关规则,并且要与选用的塑钢门窗相匹配。2.装置五金件应用紧固螺丝,其内部须设金属衬板,大型电子机箱加工衬板厚度要大于紧固件牙距的2倍。3.滑撑铰链采用不锈钢资料。4.推拉窗宽度超越一米以上或是双层玻璃的门窗要设置双滑轮。5.运用过程中要轻关轻开。6.门窗锁拉手应在窗门扇入框后再组装。位置要保证精确,电子机箱加工厂家金彩汇开关要灵敏。7.五金冲压件装置后要做好定期颐养,避免生锈和腐蚀。

蚌埠电子机箱加工钣金加工避免生锈问题的处理方法:脱脂须采用弱碱性脱脂.不能含有片碱成分.TAL要控制在15POINT左右.PH不能超越13.酸洗采用硫酸亦可.酸洗时间不能过长.采用磷酸.酸洗后以1~2碳酸钠中和.外表调整用草酸,运用浓度1~2.锌系磷化处置酸度要取上限.大型电子机箱加工浸渍处置浓度:TA:35以上.FA:1.2AC:8(20CC发酵管)各水洗工程都要清洗洁净,电子机箱加工厂家水洗要坚持溢流.





