
金彩汇为客户提供专业的钣金加工、通风管道加工工程
整体解决方案
全国服务热线:

联系人:张文俊
电 话:0551-64852997
手机:13965111189
邮 箱:
网 址:xdqpol.com
地 址:合肥市包河区包河工业园王卫社区第二项目聚集区内
激光打孔技术是激光资料加工技术中很早适用的激光技术。在钣金车间,激光钻削普通采用脉冲激光,安庆不锈钢钣金加工能量密度高,时间短,可加工1μm小孔,特别适用于加工一定角度和较薄资料的小孔,也适用于加工强度高、硬度高或脆软资料零件的深孔和微孔。激光可完成燃气轮机熄灭器的钻削,钻削效果可完成三维方向,可打孔的资料有不锈钢、镍铬铁合金和基合金等。激光钻削技术不受资料力学性能的影响,优质不锈钢钣金加工易于完成自动化。板料车间的激光成形技术包括激光冲击成形技术和激光弯曲成形技术,不锈钢钣金加工厂金彩汇它们能够完成特殊截面的曲面、半球和零件的加工,还能够在复杂的管件上加工凸、凹的外形。

规划部分依据要求规划出:为避免崩碎切屑伤人,应在恰当的方位设备透明挡板。钣金加工是钣金制品成形的重要工序,也是钣金技能人员需求控制的关键技能。它既包含传统的切开下料、冲裁加工、弯压成形等方法及工艺参数,又包含各种冷冲压模具结构及工艺参数、各种设备作业原理及操作方法,还包含了新冲压技能及新工艺。使用剪板下料在钣金加工过程中是第一道工序,下料的精确度直接影响后面工序的加工质量,数控剪板机的使用保证了下料的尺寸及下料对角线的工差。S冲压是钣金加工中一个重要环节,数控冲床能够替代曩昔三台冲床的加工才能。大大前进了消费率。数控冲床是一种用处普遍的机床,有单冲头和转塔两种。

有先进的处理:为了能够供应出的效能,要求常州钣金加工厂家有先进的处理,以此保证在各个作业方面都能够做到处理科学严峻,促进各方面的作业得到优化的进行,安庆不锈钢钣金加工厂保证在多个方面都有十分优异的体现。有扎实的出产技能:从效能的供应方面来看,不只对常州钣金加工厂家效能方面的才华有较高要求,对其出产技能也有很高的要求,由于其只需保证出产技能扎实,才有供应出效能的或许。优质不锈钢钣金加工金彩汇有严峻的质量控制:要想供应出的效能,常州钣金加工厂家有必要要在产品质量方面做好保证,而这不只需求其具有扎实的出产技能,保证又能够做好钣金加作业业,还需求其有严峻的质量控制。合肥钣金加工厂家有必要要做到上述这几点,才有能够为客户供应出的效能。
安庆不锈钢钣金加工钳工:沉孔、攻丝、扩孔、钻孔沉孔角度普通120℃,用于拉铆钉,90℃用于沉头螺钉,攻丝英制底孔。2.翻边:又叫抽孔、翻孔,就是在一个较小的基孔上抽成一个稍大的孔,工作台钣金加工再攻丝,主要用板厚比拟薄的钣金加工,增加其强度和螺纹圈数,防止滑牙,普通用于板厚比拟薄,其孔周正常的浅翻边,优质不锈钢钣金加工厚度根本没有变化,允许有厚度的变薄30-40%时,可得到比正常翻边高度大高40-60%的高度,用挤薄50%时,可得大的翻边高度,当板厚较大时,如2.0、2.5等以上的板厚,便可直接攻丝。先进的数控、数折数剪等设备,不锈钢钣金加工厂具有一批专业的焊接员工,有着丰厚的消费不锈钢机柜经历,高质量的效劳保证。

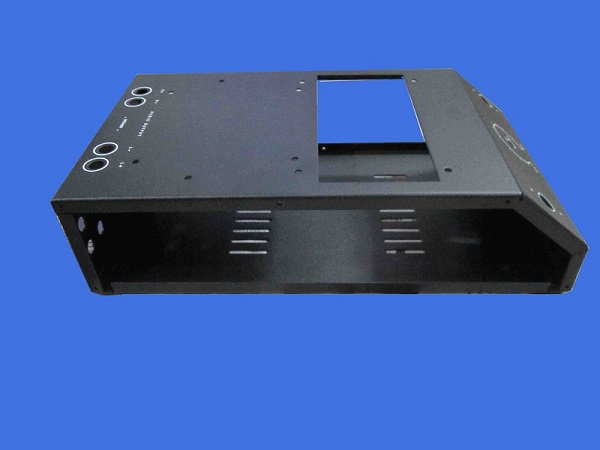
1)传统的工艺下,该工件由几部分组成。现在,一次切开 折弯就完结了。到达了削减工序,缩短工期,降低成本的意图。2)传统的工艺下,为焊接配置专用夹具。现在部件间运用相似木匠榫的工艺,定位准,省时,焊接夹具简略,产品变形小。到达了缩短工期,降低成本,进步质量的意图。3)多重折弯工艺在国内的箱体制造业已经比较遍及。安庆不锈钢钣金加工厂优点是省掉了传统的加强筋。它有其设计与工艺上独特的当地。从而到达产品质量高,制造成本低的意图。在实践工艺下,还需合作点焊。4)利用激光的切缝细,精度高的特色,优质不锈钢钣金加工金彩汇一次切开(带微连接),合作四次折弯,完结四个工件。突破了传统工艺下的设计思维,到达了缩短工期,降低成本的意图。 5)因为运用了榫结构,工件折弯后合作点焊工艺,就可完结整个流程。工件变形小,喷涂前无需整形,打磨。

安庆不锈钢钣金加工这种钣金加工办法可加工1/6厚板的小孔,低频率、顶峰值输出功率的脉冲切开条件能减少热量输出的特征,有助于切开条件的优化。把条件设定为单一脉冲激光束、能量强度大的顶峰值输出、低频条件,可有效减少穿孔过程中熔融金属在资料外表的堆积,有效抑止热量输出,然后处理问题。在厚板金属的钣金加工中,优质不锈钢钣金加工也会呈现过烧问题。在此类加工中,运用的辅助气体是氮气,在切开中不会烧边。但是,由于小孔内侧温度很高,内侧的挂渣现象比拟频繁。处理办法是加大辅佐气体的压力,将条件设为顶峰值输出、低频率的脉冲条件。辅佐气体运用空气时也和运用氮气时相同,不会发作过烧,但在底部呈现挂渣,不锈钢钣金加工厂需求将条件设置为高辅佐气体压力、顶峰值输出的低频率的脉冲条件等要素让加工作用更好。





