
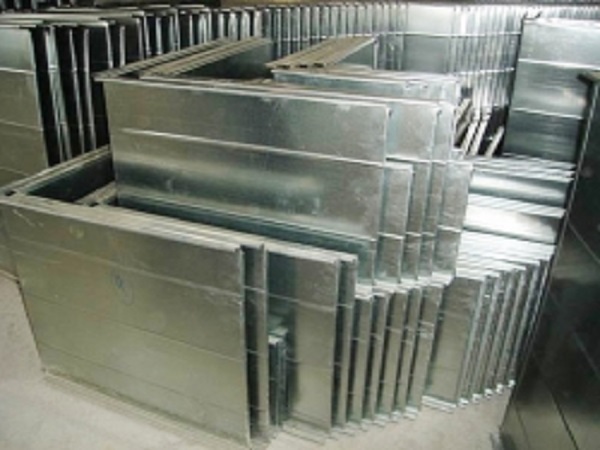
金彩汇为客户提供专业的钣金加工、通风管道加工工程
整体解决方案
全国服务热线:

联系人:张文俊
电 话:0551-64852997
金彩汇手机:13965111189
邮 箱:
网 址:xdqpol.com
地 址:合肥市包河区包河工业园王卫社区第二项目聚集区内

新站通风管道加工这种钣金加工办法可加工1/6厚板的小孔,低频率、顶峰值输出功率的脉冲切开条件能减少热量输出的特征,有助于切开条件的优化。把条件设定为单一脉冲激光束、能量强度大的顶峰值输出、低频条件,可有效减少穿孔过程中熔融金属在资料外表的堆积,有效抑止热量输出,然后处理问题。在厚板金属的钣金加工中,大型通风管道加工也会呈现过烧问题。在此类加工中,运用的辅助气体是氮气,在切开中不会烧边。但是,由于小孔内侧温度很高,内侧的挂渣现象比拟频繁。处理办法是加大辅佐气体的压力,将条件设为顶峰值输出、低频率的脉冲条件。辅佐气体运用空气时也和运用氮气时相同,不会发作过烧,但在底部呈现挂渣,通风管道加工厂家需求将条件设置为高辅佐气体压力、顶峰值输出的低频率的脉冲条件等要素让加工作用更好。
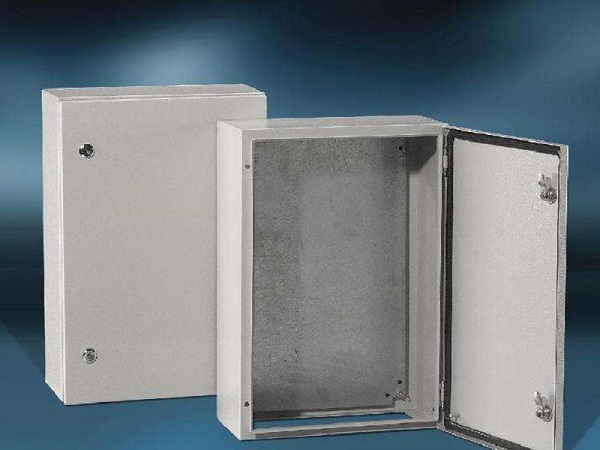
新站通风管道加工剖析钣金加工工艺特性,由于钣金加工工艺运用的范畴较为普遍,所以钣金加工厂家也有很多,但是选择一家合理的钣金加工厂家是很重要的,好的钣金加工厂家,决议了钣金加工工艺的优秀问题。钣金具有重量轻、强度高、导电(可以用于电磁屏蔽)、本钱低、大范围量产性能好等特性,钣金加工在电子电器、通讯、汽车工业、医疗器械等范畴得到了普遍应用,例如在电脑机箱、手机、MP3中,钣金是必不可少的组成局部。大型通风管道加工随着钣金加工的应用越来越普遍,钣金加工的钣金件的设计变成了产品开发过程中很重要的一环,机械工程师须纯熟控制钣金加工中钣金件的设计技巧,使得设计的钣金既满足产品的功用和外观等请求,通风管道加工厂家又能使得钣金加工中冲压模具制造简单、本钱低。

1、设计部分根据要求设计出钣金加工的零配件图片,并且以3D的方式逐个打开表现出来,方便加工部分加工,并充沛展现出钣金件 的详细结构。钣金加工厂家2、对所下发的零配件图片进么下料加工,下料的方式有很好,详细可分为:剪床下料、冲床下料、CNC数控下料等;3、压铆时要注意其方向,新站通风管道加工厂家可通过冲床或液压铆机来对钣金进行压铆。4、焊接要结实,焊接时要在焊接面打个凸点,使其焊接时能接触到平板外表,通风管道加工厂家焊接时要保证其焊接时刻以及压力等因素。5、钣金的成型加工:主要便是对钣金进行折弯、拉伸,折弯的加工次序主要是由内而外、由小到大、先折特殊情况再折一般形状的优先次序加工。 6、外表处理:最近根据客户的要求在钣金外表镀成一种保护膜,增加烤漆的附着力 通过激光切割机的自动化操作,使钣金加工技能得到更一步的改动,完成了无人化操作,即节省了人力本钱,又大大提高了出产效率,提高了出产数量,对钣金未来的开展,起着显著的效果。

(1)单次冲压,即单次完结包括:圆弧散布、栅格孔等的冲压加工。(2)接连冲裁,分为同方向和多方向,同方向的接连冲裁多选用模具堆叠的方法进行加工,大型通风管道加工关于长形孔的加工尤为合适。多方向的接连冲裁更合适选用小模具进行大孔的加工。(3)蚕食加工,选用小圆模、小步距进行弧形的接连冲制加工。(4)单次或接连成形加工,通风管道加工厂家单次成形是依照模具的性质进行浅拉伸一次成型的钣金加工,但是假如成型大于模具的尺寸,就需要选用接连成形的加工方法。(5)阵列成形,此种加工方法适用于在大板上进行多个工件的加工,工件的类型可以相同也可以不同。

一、了解了客户产品的要求,依据客户的产品选择不同的工艺,对焊接完制品或折弯完制品依据图纸要求对规范进行抽样查看,抽样查看时要对每个规范进行招认。新站通风管道加工厂家一起要对外观进行全检,对不合格的要及时调整,再次查看.一起填写查验报告单。二、数控下料,数控下料件要进过全检,下料的工件进行查看,包含规范,翻开等.,大批量出产时有必要全部件查验合格了才华批量出产。外表处理,对外表处理的产品外观进行全检。三、发货,未通过查验的产品不得发货。大型通风管道加工了解客户要,当接触到新的种类或新订单时要对客户的产品做必定的了解,以及了解客户对产品的外观,规范的要求,及产品的用处。四、件要求操作工报检,完制品相同有操作工报检,查验合格后有查验员签字后才华人库.如操作工不报检,此批产品没有工费。五、工程部拿到图纸进行制造工艺图(翻开图),工艺员画好的图要通过其他一个工艺员查看结束后通过签字招认后发给车间。
当入射的激光束功率密度超越某一值后,光束照耀点处资料内部开妈蒸腾,构成孔洞。一旦这种小孔构成,它将作为黑体吸收所有的入射光束能量。小孔被熔化金属壁所围住,然后,与光束同轴的辅助气流把孔洞周围的熔融资料带走。随着工件移动,新站通风管道加工厂家小孔按切开方向同步横移构成一条切缝。激光束持续沿着这条缝的前沿照耀,熔化资料持续或脉动地从缝内被吹走。大型通风管道加工熔化切开一般运用惰性气体,假如代之以氧气或其它活性气体,材料在激光束的照耀下被点燃,与氧气发作剧烈的化学反应而发生另一热源,称为氧化熔化切开。 关于容易受热破坏的脆性资料,经过激光束加热进行高速、可控的堵截,称为操控开裂切开。





