
金彩汇为客户提供专业的钣金加工、通风管道加工工程
整体解决方案
全国服务热线:

联系人:张文俊
电 话:0551-64852997
手机:13965111189
邮 箱:
网 址:xdqpol.com
地 址:合肥市包河区包河工业园王卫社区第二项目聚集区内
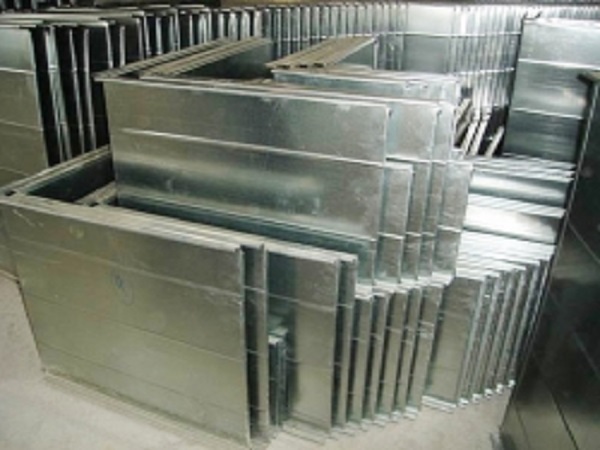
新站机箱加工如何降低钣金加工时的破损率?1.我们在选五金配件的型号、规格、机能要契合国度的规范和有关规则,并且要与选用的塑钢门窗相匹配。2.装置五金件应用紧固螺丝,其内部须设金属衬板,优质机箱加工衬板厚度要大于紧固件牙距的2倍。3.滑撑铰链采用不锈钢资料。4.推拉窗宽度超越一米以上或是双层玻璃的门窗要设置双滑轮。5.运用过程中要轻关轻开。6.门窗锁拉手应在窗门扇入框后再组装。位置要保证精确,机箱加工价格开关要灵敏。7.五金冲压件装置后要做好定期颐养,避免生锈和腐蚀。

新站机箱加工这种钣金加工办法可加工1/6厚板的小孔,低频率、顶峰值输出功率的脉冲切开条件能减少热量输出的特征,有助于切开条件的优化。把条件设定为单一脉冲激光束、能量强度大的顶峰值输出、低频条件,可有效减少穿孔过程中熔融金属在资料外表的堆积,有效抑止热量输出,然后处理问题。在厚板金属的钣金加工中,优质机箱加工也会呈现过烧问题。在此类加工中,运用的辅助气体是氮气,在切开中不会烧边。但是,由于小孔内侧温度很高,内侧的挂渣现象比拟频繁。处理办法是加大辅佐气体的压力,将条件设为顶峰值输出、低频率的脉冲条件。辅佐气体运用空气时也和运用氮气时相同,不会发作过烧,但在底部呈现挂渣,机箱加工价格需求将条件设置为高辅佐气体压力、顶峰值输出的低频率的脉冲条件等要素让加工作用更好。

1、规划部分依据要求规划出1.为避免崩碎切屑伤人,优质机箱加工应在恰当的方位设备通明挡板。1. 首要需求用水漂洗机箱机柜钣金加工的外表,铲除其外表的污物。2. 然后加入番笕,液体洗涤剂或者是5%的氨水溶液的水进行擦洗。3. 机箱机柜钣金加工再次用水细心的进行漂洗。4. 最后我们把残留在机箱机柜钣金加工外表的水渍进行擦干,新站机箱加工价格在擦干过程中我们为了擦洗的更干净,要向着相同的方向擦洗,擦洗完成后我们让机箱机柜钣金加工外表天然晒干即可。5. 尽管机箱机柜钣金加工用旧变老是不可逆转的作业,但是经过常常清洗,我们可以推迟这种“衰老”,坚持机箱机柜钣金加工清洁的状况也有利于挺高其作业状况。
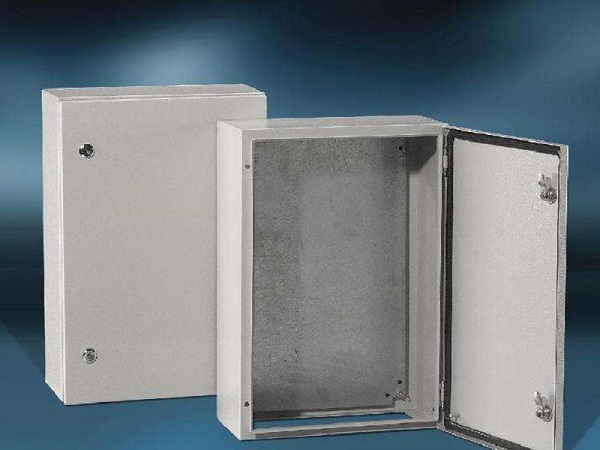
1、规划部分根据要求规划出1、首要需要用水漂洗钣金机箱的表面,清除其表面的污物。2、然后参加肥皂,液体洗涤剂或者是5%的氨水溶液的水进行擦拭。3、再次用水仔细的进行漂洗。4、终究我们把残留在机箱机柜表面的水渍进行擦干,新站机箱加工价格在擦干过程中我们为了擦拭的更洁净,要向着相同的方向擦拭,擦拭完成后我们让其表面天然晒干即可。优质机箱加工在钣金加工的过程中,假如做好上述三个方面,基本上就等于夯实了钣金加工的基础工作,从而有用的提升了钣金加工的工艺水平;才干生产出优质合理的钣金加工产品。

1.冷轧板SPCC,主要用电镀和烤漆件,成本低,易成型,材料厚度≤3.2mm。2.热轧板SHCC,材料T≥3.0mm ,也是用电镀,烤漆件,成本低,但难成型,主要用平板件。3.镀锌板SECC、SGCC。SECC电解板分N料、P料,N料主要不作表面处理,优质机箱加工成本高,P料用于喷涂件。4.铜;主要用导电作用料件,机箱加工价格其表面处理是镀镍、镀铬,或不作处理,成本高。5.铝板;一般用表面铬酸盐(J11-A),氧化(导电氧化,化学氧化),成本高,有镀银,镀镍。6.铝型材;截面结构复杂的料件,大量用于各种插箱中。表面处理同铝板。7.不锈钢;主要用不作任何表面处理,成本高。

一、了解了客户产品的要求,依据客户的产品选择不同的工艺,对焊接完制品或折弯完制品依据图纸要求对规范进行抽样查看,抽样查看时要对每个规范进行招认。新站机箱加工价格一起要对外观进行全检,对不合格的要及时调整,再次查看.一起填写查验报告单。二、数控下料,数控下料件要进过全检,下料的工件进行查看,包含规范,翻开等.,大批量出产时有必要全部件查验合格了才华批量出产。外表处理,对外表处理的产品外观进行全检。三、发货,未通过查验的产品不得发货。优质机箱加工了解客户要,当接触到新的种类或新订单时要对客户的产品做必定的了解,以及了解客户对产品的外观,规范的要求,及产品的用处。四、件要求操作工报检,完制品相同有操作工报检,查验合格后有查验员签字后才华人库.如操作工不报检,此批产品没有工费。五、工程部拿到图纸进行制造工艺图(翻开图),工艺员画好的图要通过其他一个工艺员查看结束后通过签字招认后发给车间。





