
金彩汇为客户提供专业的钣金加工、通风管道加工工程
整体解决方案
全国服务热线:

联系人:张文俊
金彩汇电 话:0551-64852997
手机:13965111189
邮 箱:
网 址:xdqpol.com
金彩汇地 址:合肥市包河区包河工业园王卫社区第二项目聚集区内
六安激光切割加工在钣金加工过程中按钣金件的根本加工方式,如下料、折弯、拉伸、成型、焊接。依据加工方式的不同下料,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工办法的不同,下料的加工工艺性也有所不同。钣金下料方式主要为数控和激光切割。激光切割优点是加工给板材厚度大,切割工件外形速度快,加工灵敏,大型激光切割加工缺陷是无法加工成形,网孔件不宜用此方式加工,加工本钱高。焊接办法主要有电弧焊、电渣焊、气焊、等离子弧焊、凝结焊、压力焊、钎焊。钣金产品焊接主要为电弧焊、气焊。电弧焊具有灵敏、机动,适用性普遍,激光切割加工厂金彩汇可停止全位置焊接;一切设备简单、耐用性好、维护费用低等优点。

(1)单次冲压,即单次完结包括:圆弧散布、栅格孔等的冲压加工。(2)接连冲裁,分为同方向和多方向,同方向的接连冲裁多选用模具堆叠的方法进行加工,大型激光切割加工关于长形孔的加工尤为合适。多方向的接连冲裁更合适选用小模具进行大孔的加工。(3)蚕食加工,选用小圆模、小步距进行弧形的接连冲制加工。(4)单次或接连成形加工,激光切割加工厂单次成形是依照模具的性质进行浅拉伸一次成型的钣金加工,但是假如成型大于模具的尺寸,就需要选用接连成形的加工方法。(5)阵列成形,此种加工方法适用于在大板上进行多个工件的加工,工件的类型可以相同也可以不同。

1、(机箱机柜钣金加工)不可以将工具,夹具还有工件等放到车床的上面以及变速箱上面。六安激光切割加工厂在施工的时候需要集中思想。不可以疲惫、聊天、多人以及吸烟操控。2、在为了预防崩碎的切屑碰到人,需要在适宜的地方安置透明的挡板。3、在切削的时候出现的带状切屑,钣金加工状的长切屑,大型激光切割加工需要运用钩子尽快的解决,不可以用手拉。4、适合用纱布磨零件外表的时分,需要将刀具挪到安全的当地,而且留心不可以让手以及衣服碰到外表。在磨里面的孔的时分,不可以使用手指支持纱布,需要运用其他物品替代,而且速度不要过快。

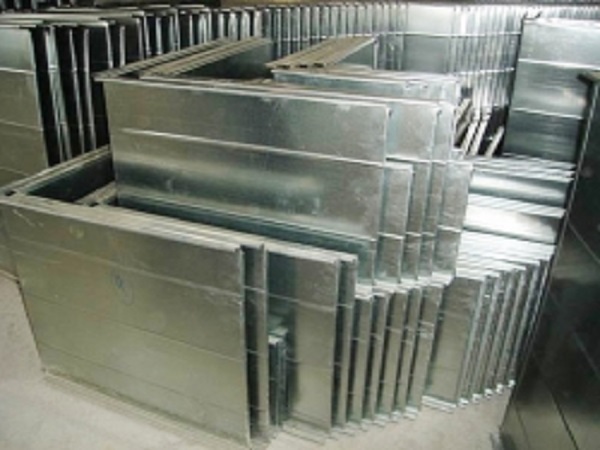
六安激光切割加工钣金加工重要的三个步骤是剪、冲/切、折。金属板材加工就叫钣金加工,详细譬如应用板材制造烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天圆中央、漏斗形等,主要工序是剪切、折弯扣边、弯曲成型、焊接、铆接等,需求一定几何学问。将一些金属薄板经过手工或模具冲压使其产生变形,构成所希望的外形和尺寸,大型激光切割加工进一步经过焊接或少量的机械加工构成更复杂的零件,比方家庭中常用的烟囱,激光切割加工厂铁皮炉,还有汽车外壳都是钣金件。

六安激光切割加工钳工:沉孔、攻丝、扩孔、钻孔沉孔角度普通120℃,用于拉铆钉,90℃用于沉头螺钉,攻丝英制底孔。2.翻边:又叫抽孔、翻孔,就是在一个较小的基孔上抽成一个稍大的孔,工作台钣金加工再攻丝,主要用板厚比拟薄的钣金加工,增加其强度和螺纹圈数,防止滑牙,普通用于板厚比拟薄,其孔周正常的浅翻边,大型激光切割加工厚度根本没有变化,允许有厚度的变薄30-40%时,可得到比正常翻边高度大高40-60%的高度,用挤薄50%时,可得大的翻边高度,当板厚较大时,如2.0、2.5等以上的板厚,便可直接攻丝。先进的数控、数折数剪等设备,激光切割加工厂具有一批专业的焊接员工,有着丰厚的消费不锈钢机柜经历,高质量的效劳保证。





